설비진단(Machine Health Diagnostics)
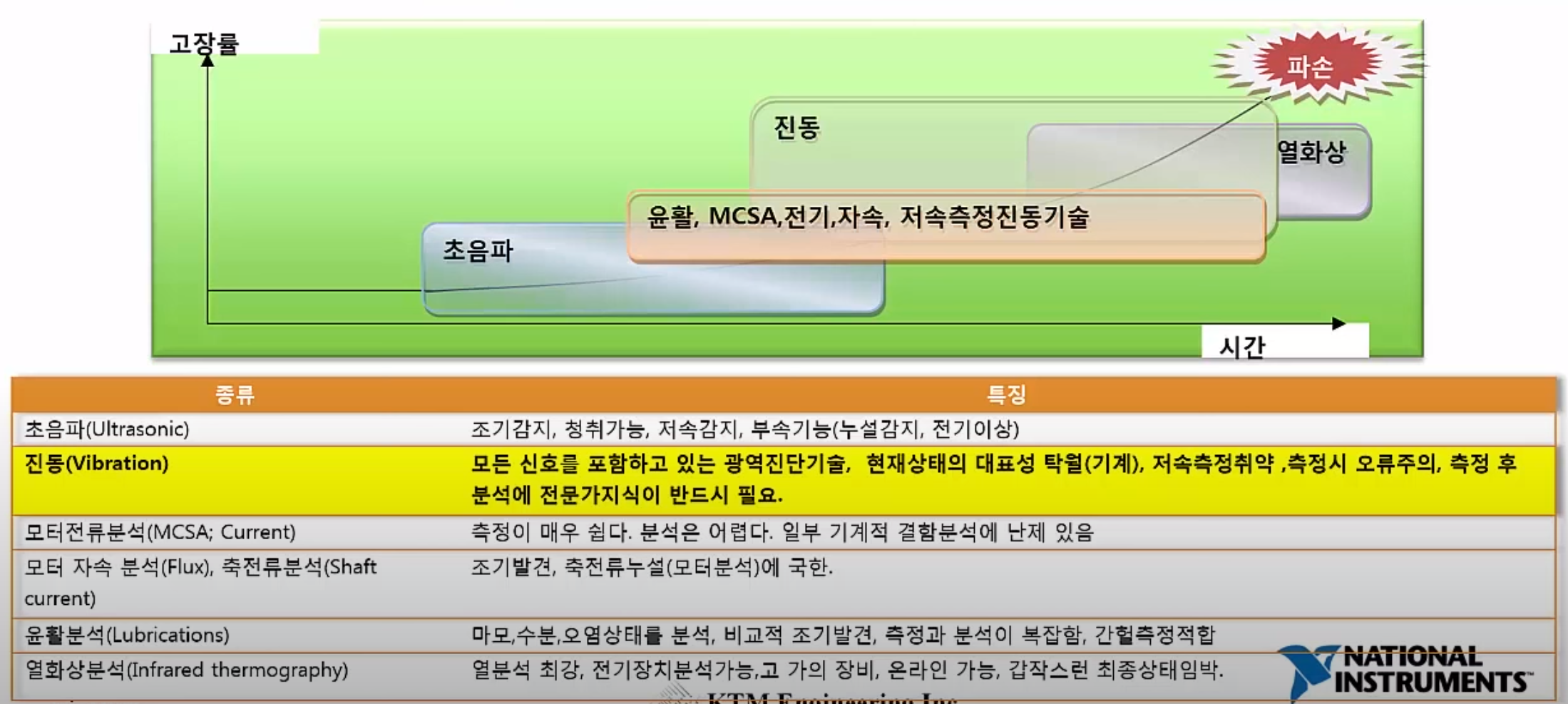
설비가 파손되기 전에 진단을 하는 과정에서 확인하는 데이터들. 각 데이터별로 탐지할 수 있는 이상 발생 시기가 다르며, 진동은 그중에서도 매우 빠르게 확인할 수 있는 데이터이다.
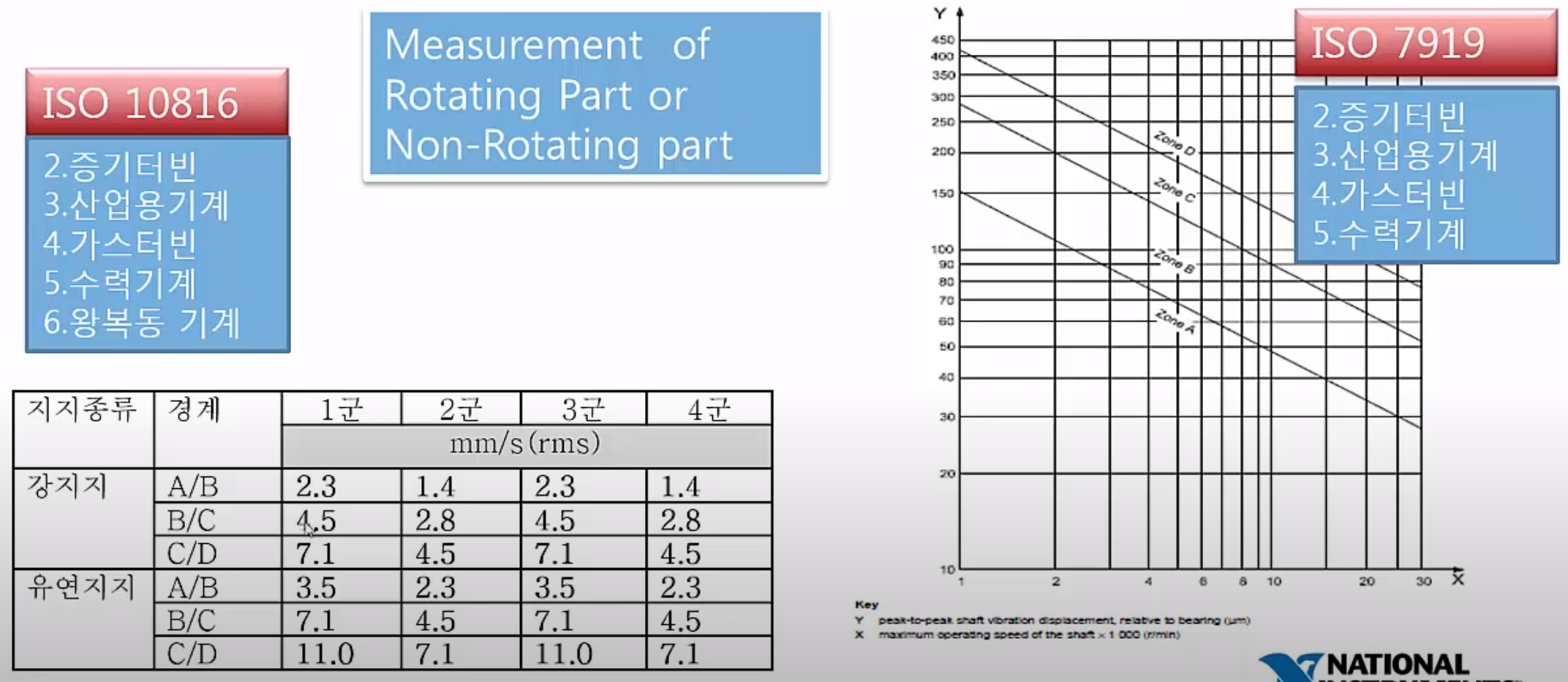
진동으로 장비 진단을 하기 좋은 점 중 하나가 이미 진동에 따른 평가제도가 구축되어 있다는 점이다. ISO 10816과 ISO 7919에 따르면 진동의 정도에 따라 장비의 등급을 분류해낼 수 있다.
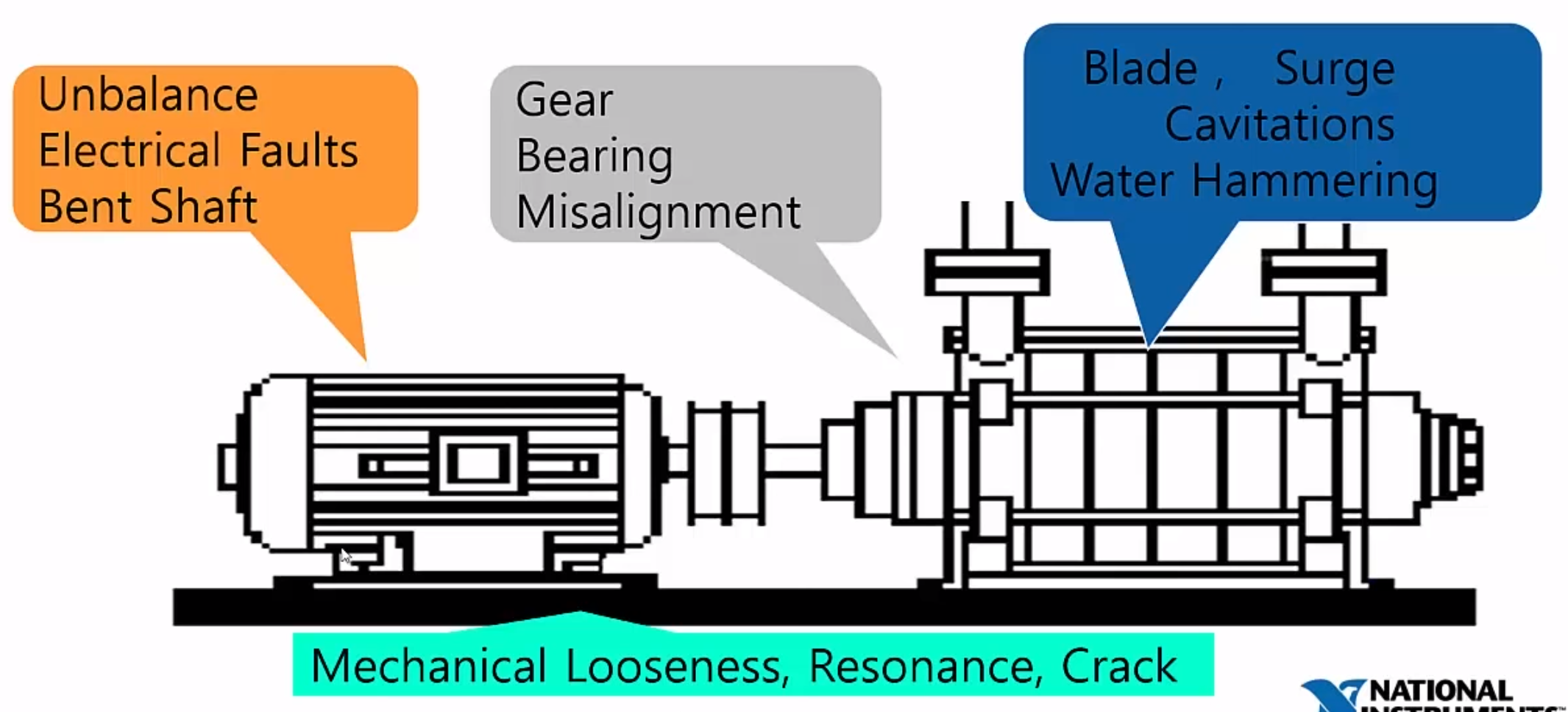
Machine Failure
- Unbalance : 가장 많은 경우. 떡 진형태로 내부에 굳음
- ELectrical Fault :
- Bent Shaft : 축이 휜 경우
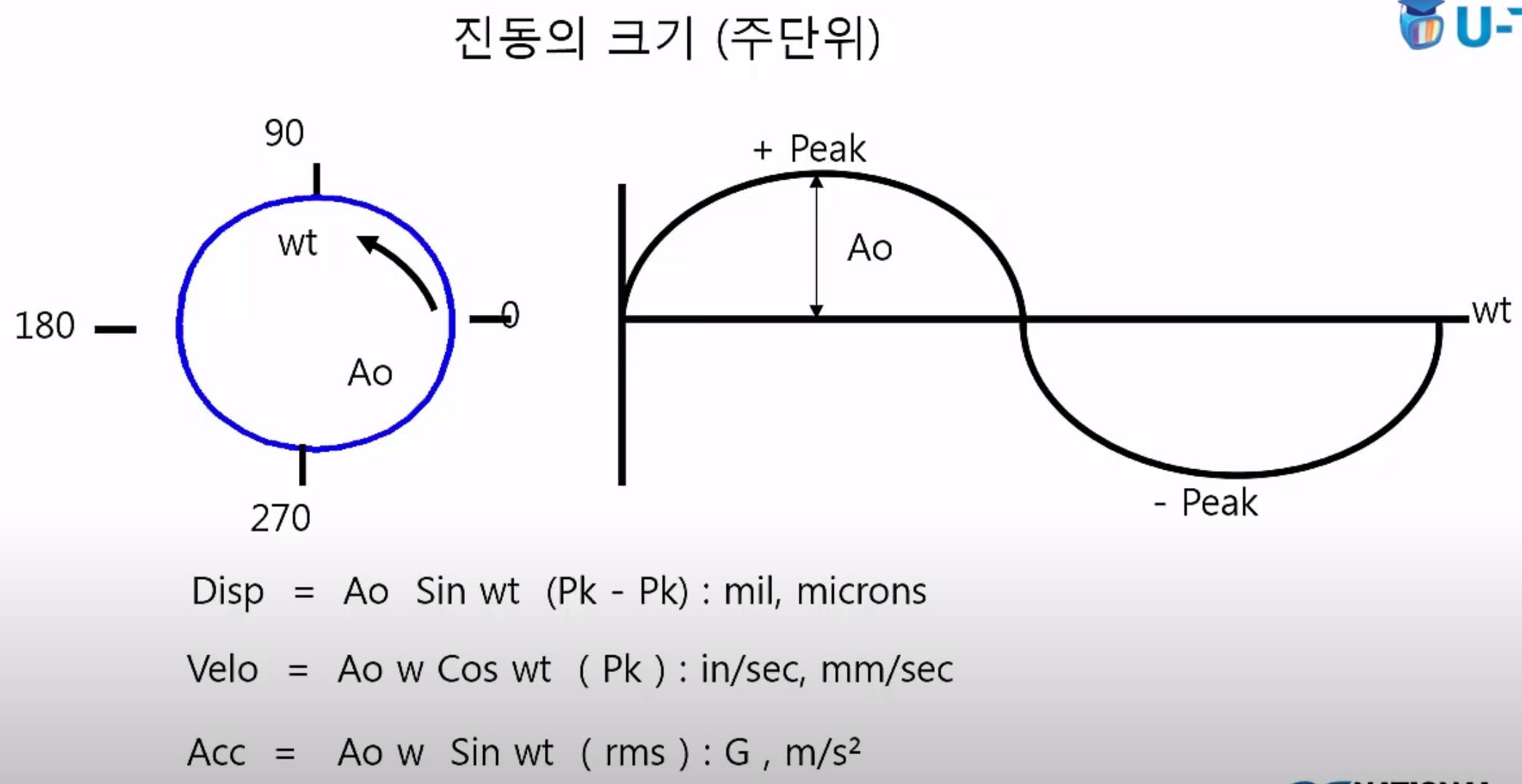
- 변위(Disp) : Ao Sin wt (Pk - Pk) : mil. microns
- 속도(Velo) : Ao w Cos wt (Pk) : in/sec, mm/sec
- 가속도(Acc) : Ao w^2 Sin wt (rms) : G, m/s^2
왜 진동의 크기 단위가 여러가지 인가?
기계는 변위로, 건물은 속도로, 사람은 가속도로 각각 다르게 평가해야 되기 때문이다.
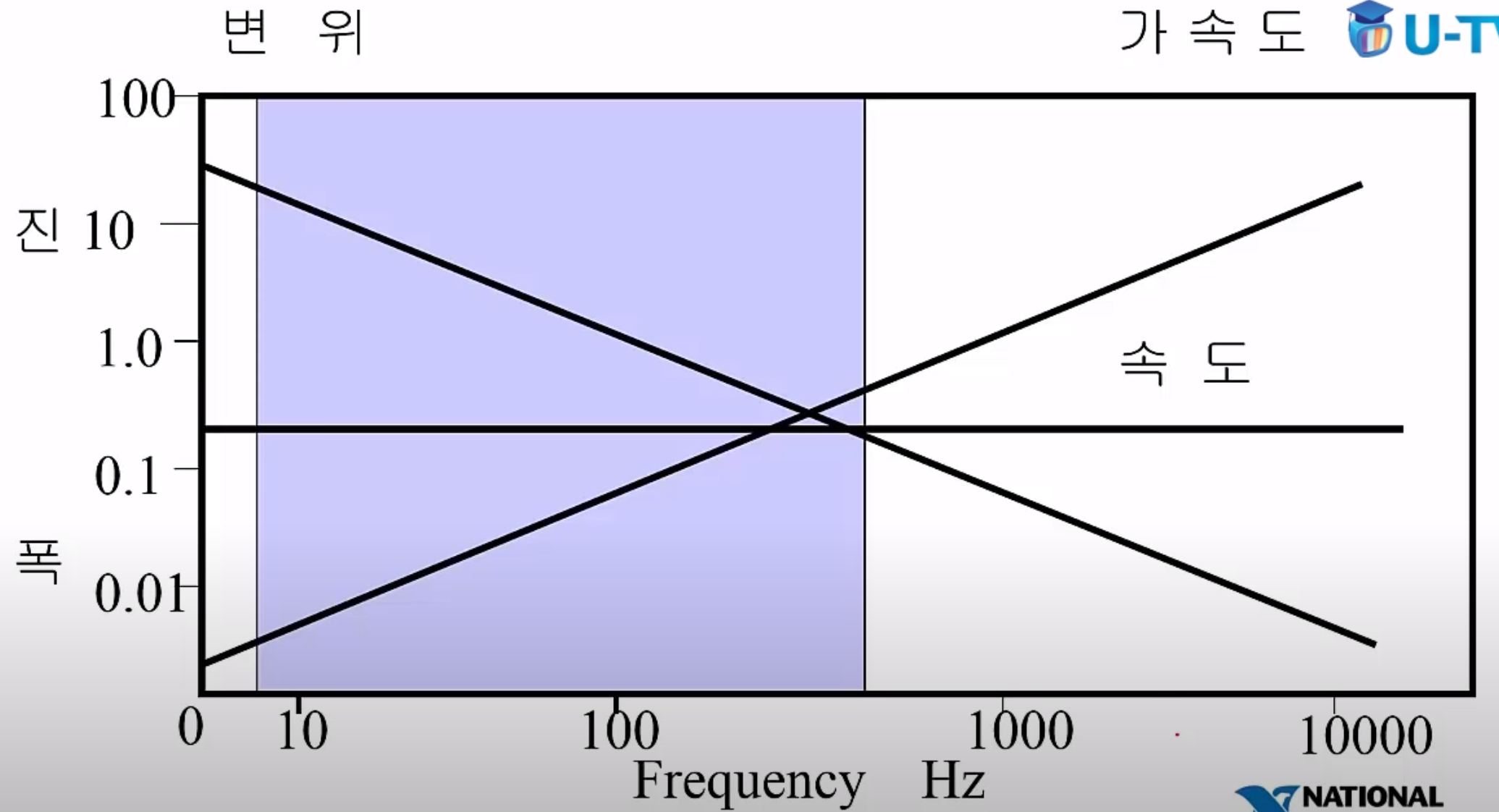
고주파로 갈 수록 가속도가 더 잘 보인다. 그리고 저주파에선 변위가 잘 보인다. 이것이 진동을 서로 다른 단위로 쓰는 이유이다.
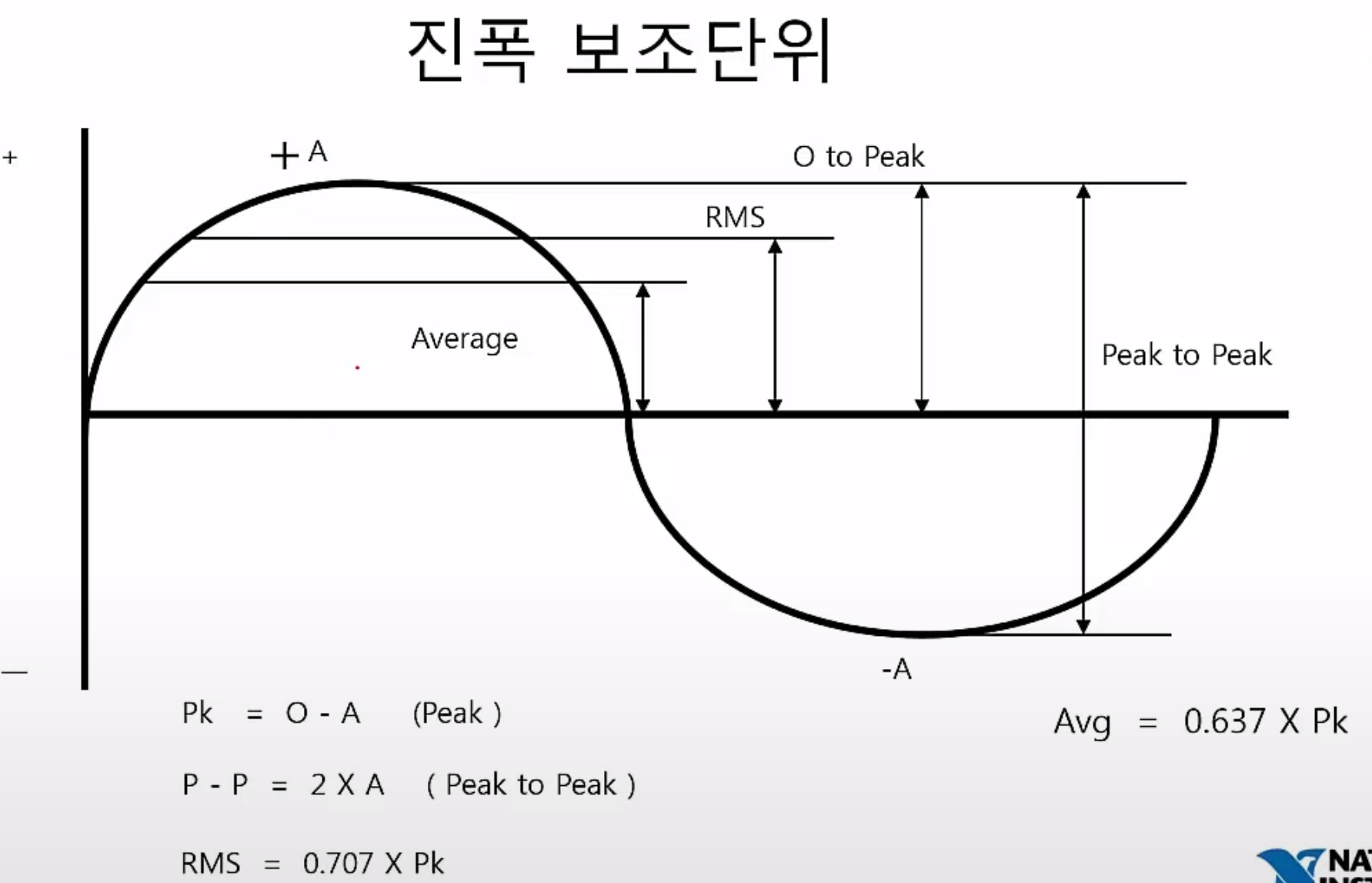
또 진폭은 보조단위를 따로 사용해야 하는데, 보조 단위에 따라 전혀 다른 값이 나오므로 값을 비교할 때 서로 같은 보조 단위인지 확인해야 한다. 일반적으로 변위는 peak to peak, 속도와 가속도는 RMS를 가장 많이 사용한다. 예외로 캐나다와 미국은 속도의 보조 단위를 peak로 사용한다.
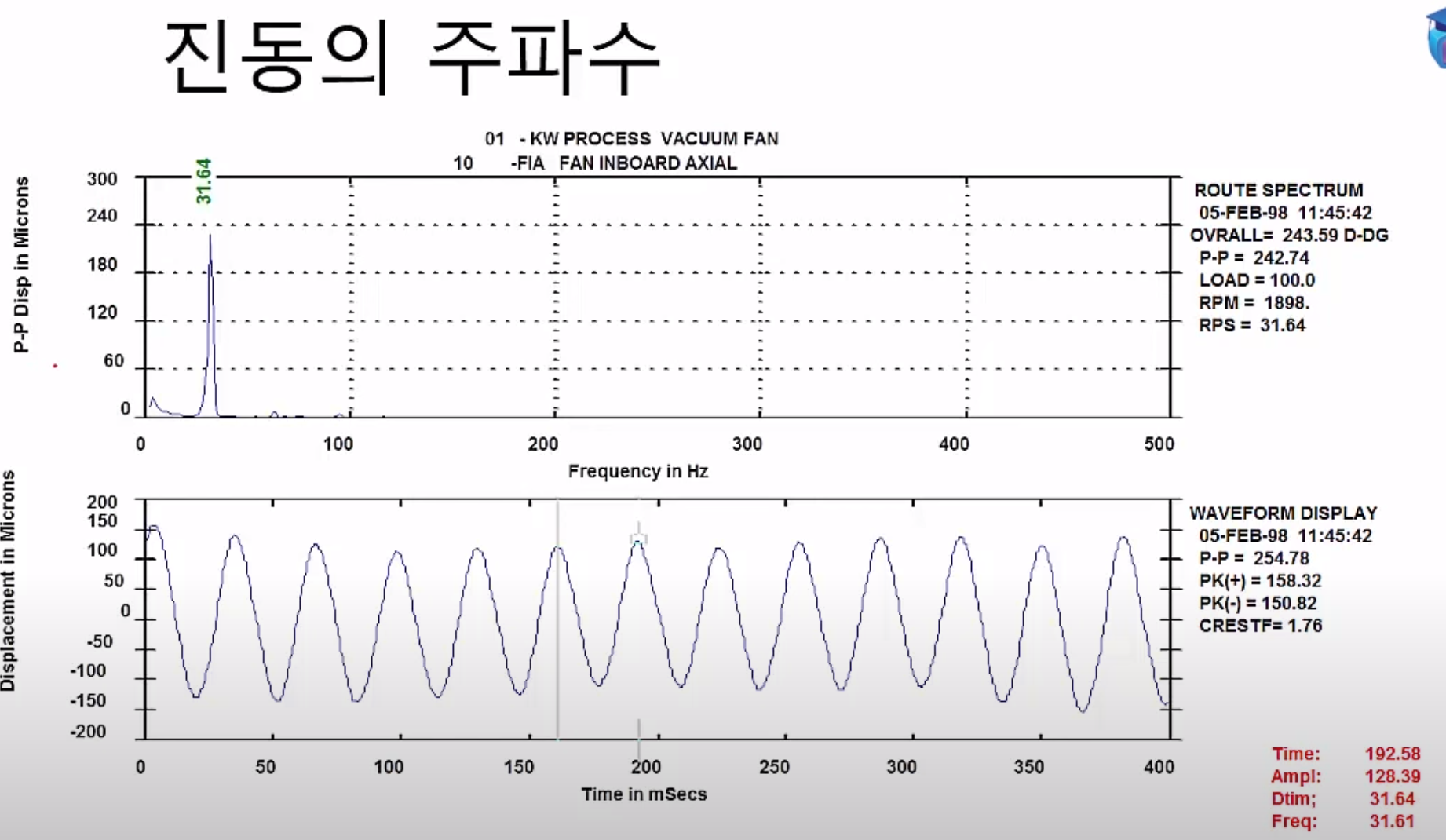
다시 이전 개념으로 넘어와서 아래의 그래프를 보게 되면 Y축의 P-P Disp in Microns 가 Micron으로 본 변위의 Peak to Peak 값이라는 것을 이해할 수 있다. 앞으로 그래프를 확인할 때 에는 이러한 단위의 차이를 가장 먼저 확인한 뒤에 비교를 해야 한다.
진동의 측정
진동센서를 기반으로 측정, 목적에 따른 다양한 선택지가 있음.

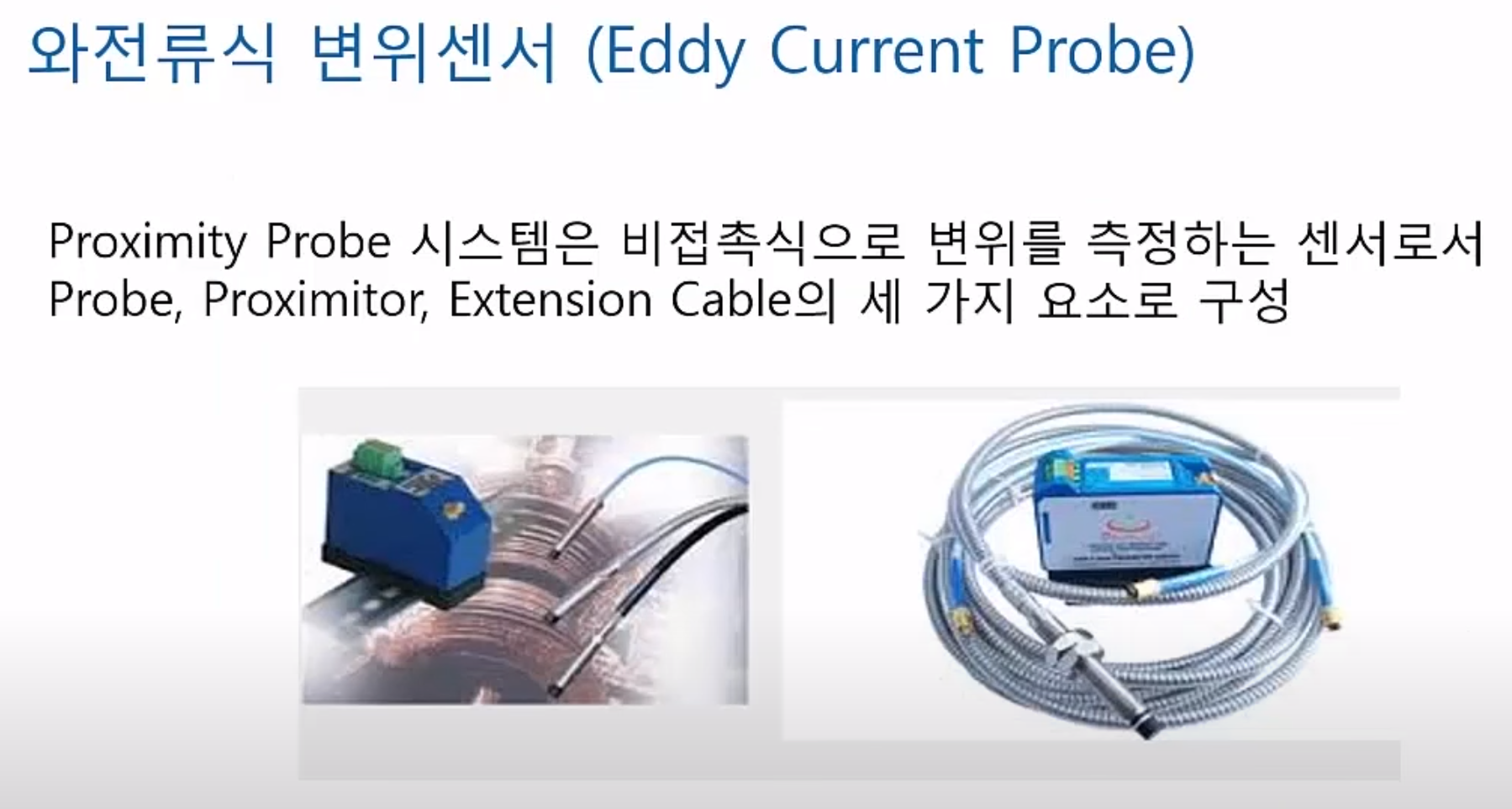
가속도 센서는 다양하게 선택 가능. 변위센서는 저주파만 측정 가능. 속도센서는 일정 주파수에서만 측정 가능해서 거의 쓰이지 않음. 가속도 센서로 가속도와 속도를 모두 구하는 것이 일반적이다. 서로 다른 센서로 값을 변환시켜서 사용하는 것은 좋지 않다.

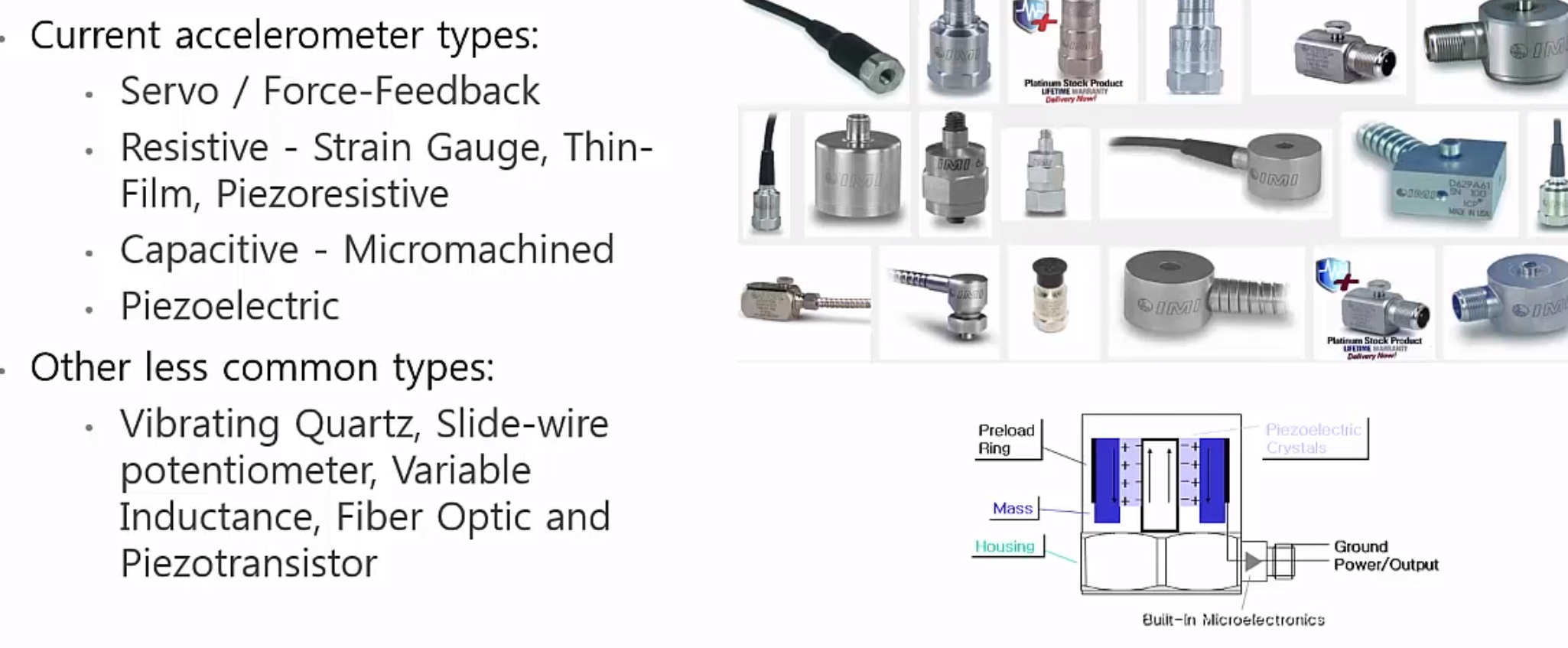
가속도 센서
압력을 전압으로 변환.
나사로 마운팅할 경우 가장 적합. 고유 주파수대가 20~30kHz 영역에 생성되어서 약 5kHz까지 측정 가능.
자석으로 마운팅하는 경우는 고유 주파수대가 10kHz 정도에 생성됨. 약 3kHz까지 측정 가능.
탐침봉 형태로 측정할 시 고유 주파수대가 2~5kHz 정도에 생성됨. 약 1kHz까지 측정 가능.
따라서 왠만하면 나사로 고정하는 방법 사용할 것. 안될 경우는 본드로 고정하는 것도 방법임.

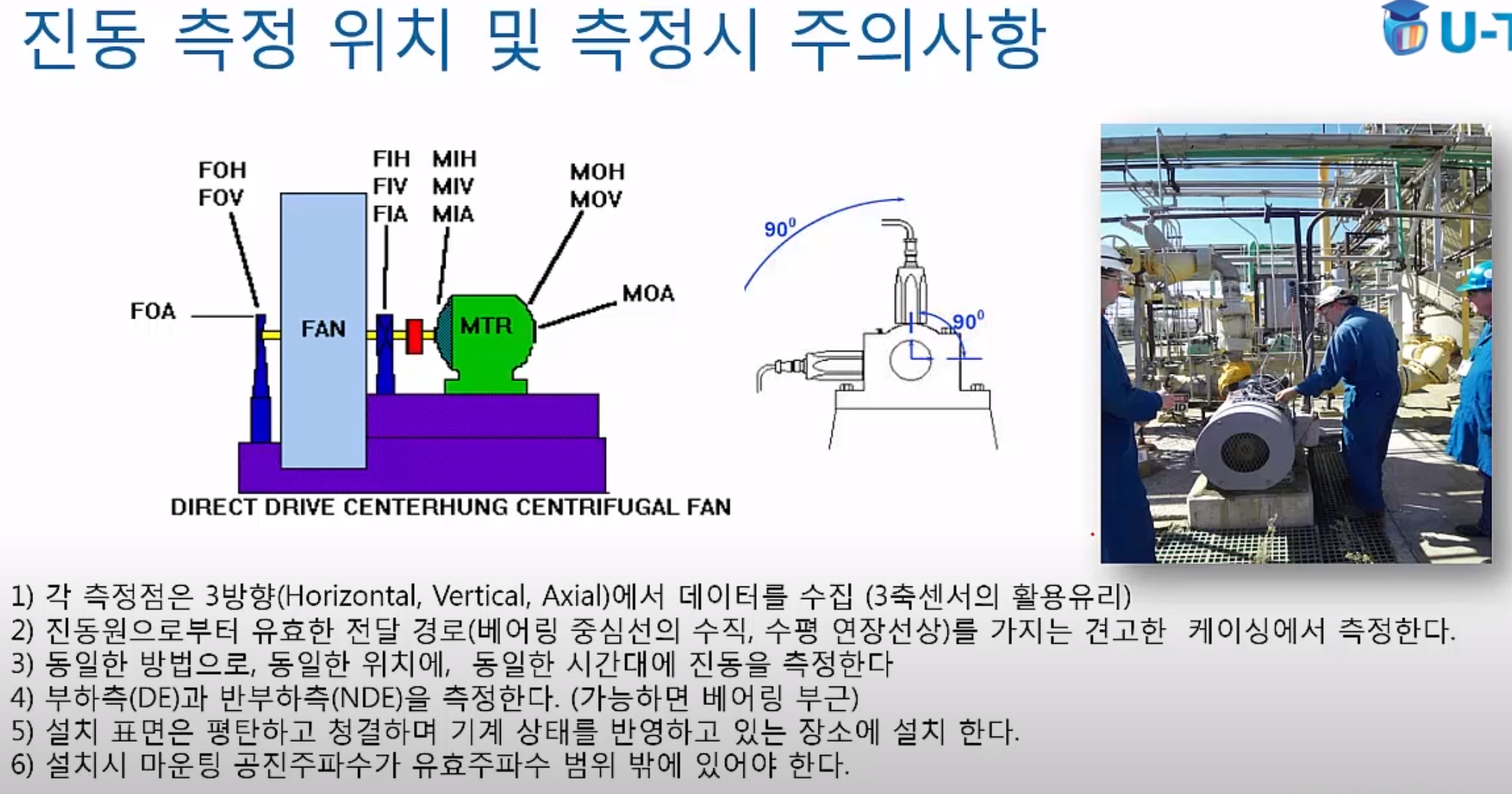
진동 측정 위치는 위나 아래에 측정을 진행.
세밀하게 진행할 경우 모터의 안쪽에 수직, 수평, 축방향. 밖에 세 방향 그리고 FAN의 안쪽 베어링과 밖에 각각 세 방향씩 총 12곳에서 측정한다. 그렇지만 보통 12개나 되는 센서를 가지고 있지 않으니 적당히 보고 싶은 목적에 따라 유동적으로 배치한다. 대체로 설 비다 1~2포인트.
진동수를 몇 Hz까지 볼 것인지도 중요하다. 예를 들어 모터같이 60Hz까지 돌아가는 것들은 3배까지는 측정해야 한다.
기어에 적힌 맞물림 주파수의 경우 기어 이빨 수의 곱으로 정해진다. 예를 들어 기어의 이빨 수가 100개고 회전수가 60Hz면 6000Hz의 3배는 측정할 수 있어야 한다는 것이다. 하지만 모든 구성요소를 기준에 맞춰 측정하는 것은 현실적으로 어렵기 때문에 처음 측정할 때는 모터 회전수의 70배 정도가 적당하다. 그러면 대부분의 주파수를 담을 수 있다.

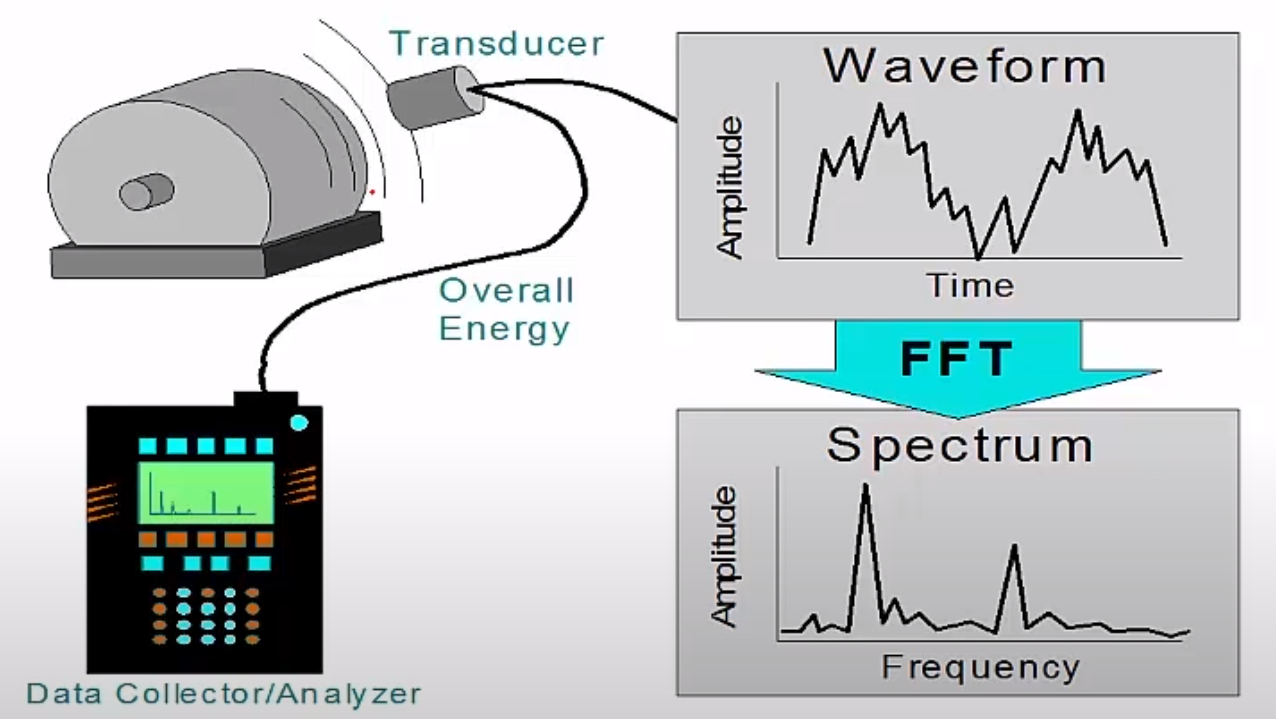
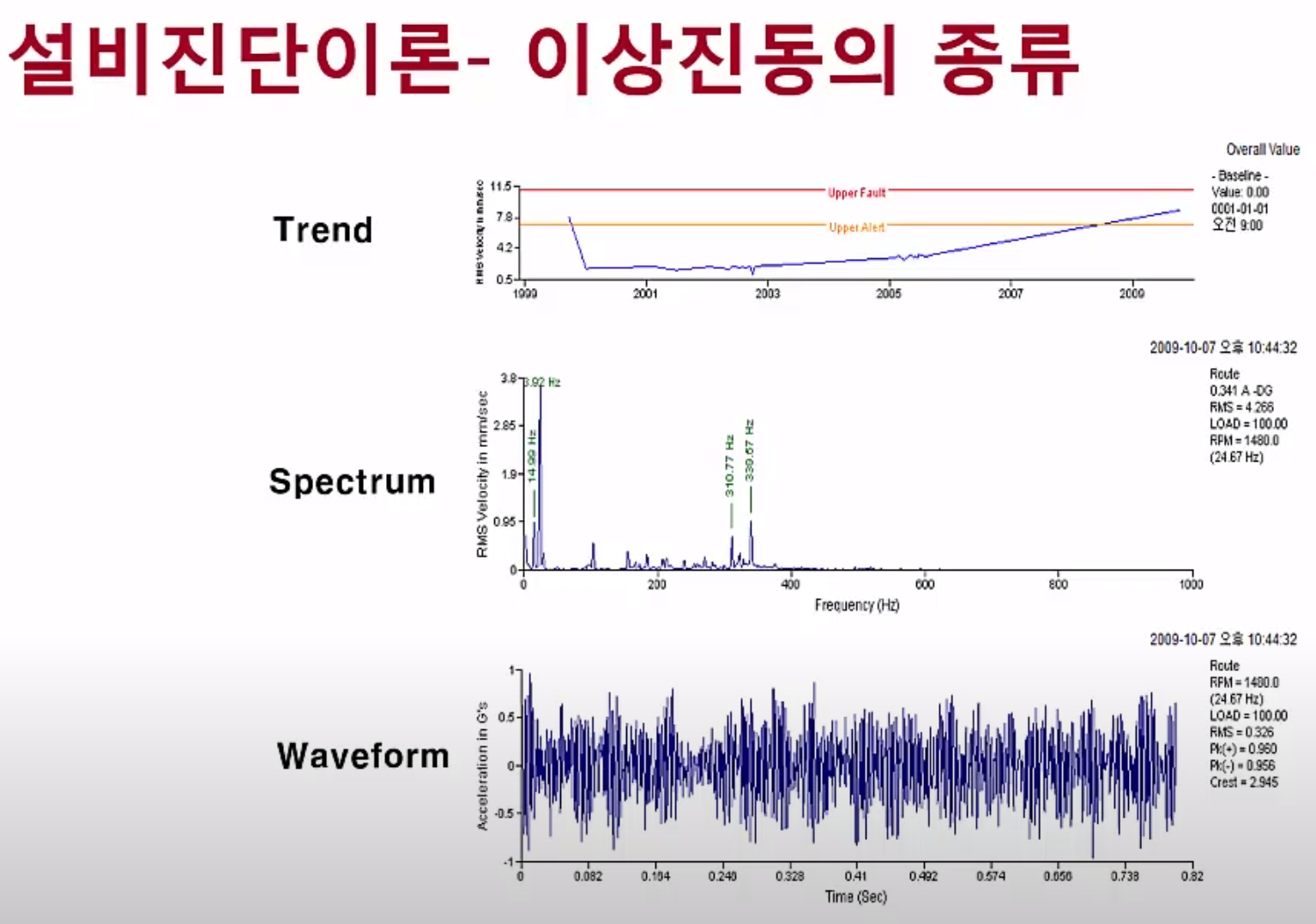
진도 그래프는 3개지 종류가 있다.
- Trend : Time domain. Waveform의 데이터를 점 하나로 찍어서 나타낸 그래프.
- Spectrum : Frequency domain. Waveform을 FFT(Fast Fourier Transform)으로 form을 변화한 그래프.
- Waveform : Time domain. 시간에 따른 wave 변화를 나타냄.
진동으로 확인 가능한 이상현상
1. 불평형 (Unbalance) : 불평형의 원인은 무게의 중심과 회전 중심의 차이에 의해 발생한다. 한쪽에 질량이 쏠려 있으면 발생한다.
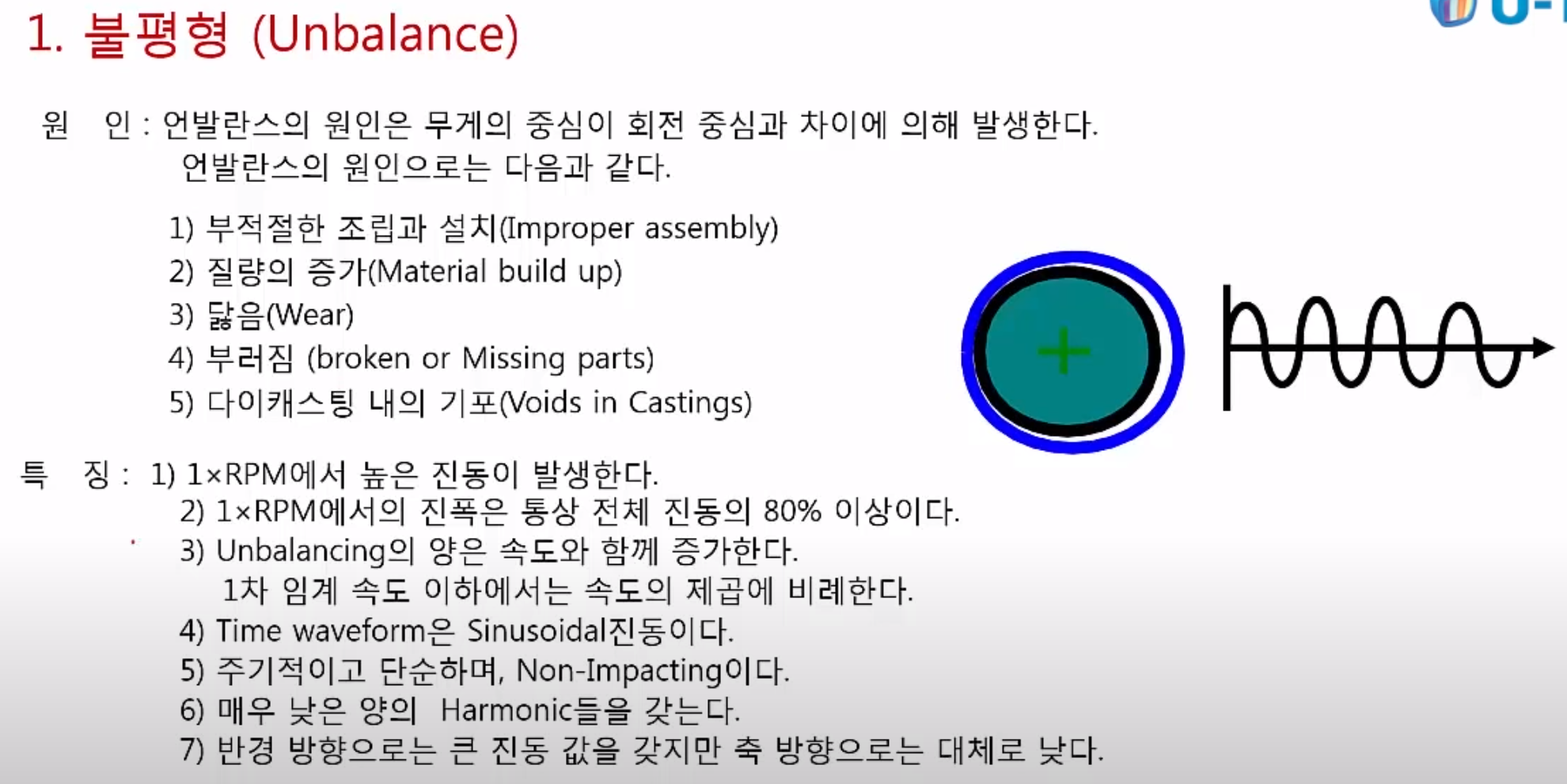
주파수 선도 낮은 대역에서 뾰족하게 나옴. Waveform도 정현파 형식으로 발생.

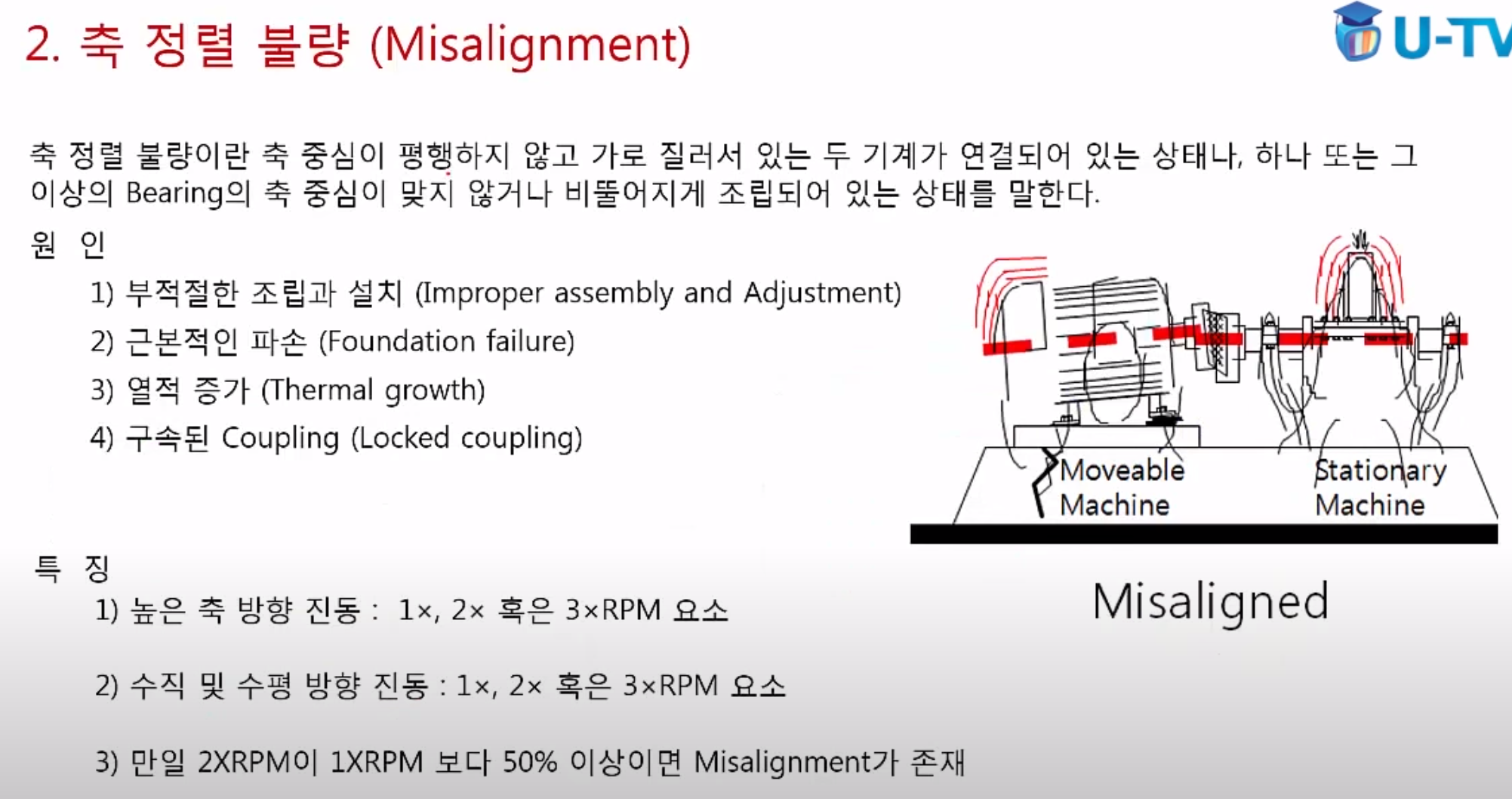
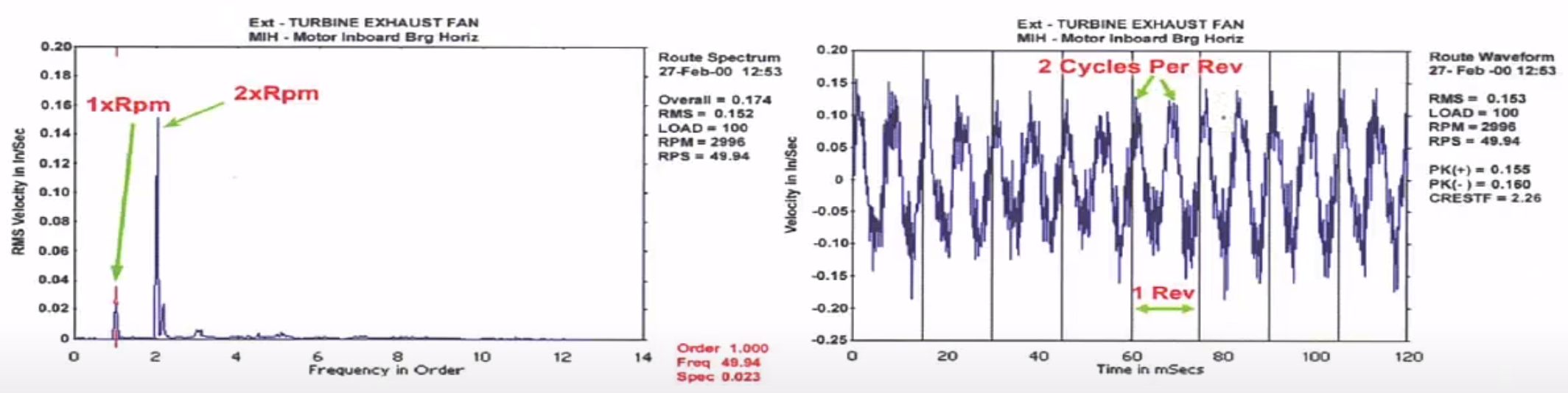
2. 축 정렬 불량 (Misalignment) : 축 중심이 평행하지 않고 가로 질러서 있는 두 기계가 연결되어 있는 상태나, 하나 또는 그 이상의 Bearing의 축 중심이 맞지 않거나 비뚤어지게 조립되어 있는 상태를 말한다.
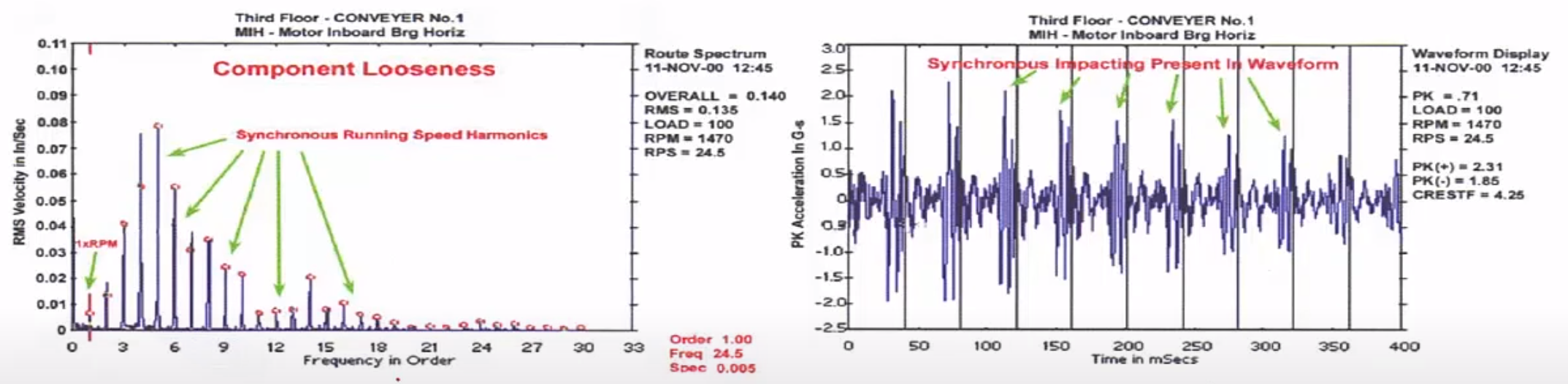
3. 느슨함 (기계적 이완 - Mechanical Looseness) : 볼트가 떨어지거나 Crack이 간 경우. 하지만 보통 볼트가 떨어져 있는 채로 공정하는 경우는 없기 때문에 Crack으로 보는 경우가 적합.

4. Rolling Bearing 결함 : 구름 베어링 결함은 한번 회전할 때 마다 회전 속도와 딱 맞아떨어지지 않음.

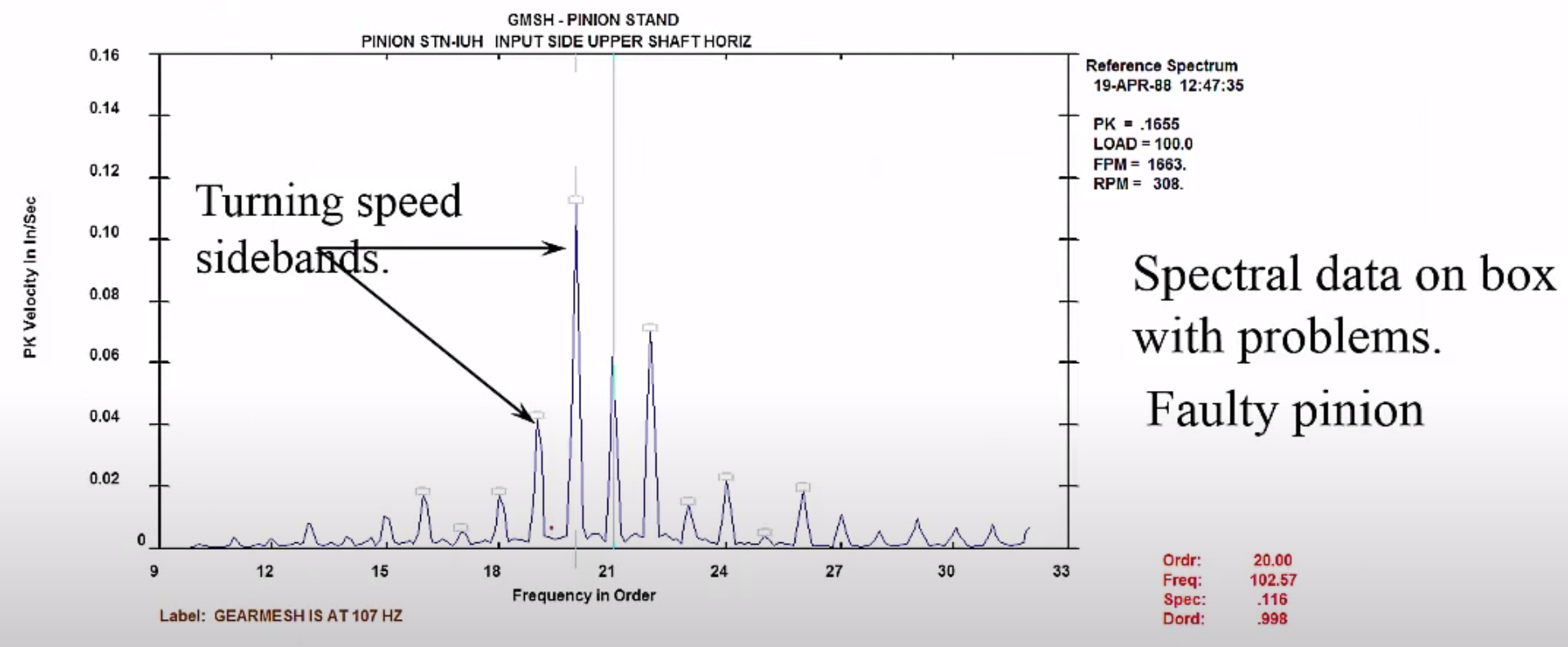
5. 기어는 x가 딱 떨어짐. GMSH 주파수가 높다고 해서 항상 문제되는 것은 아니다. 거이 이빨이 항상 충돌을 하면서 돌아가기 때문에 DMF는 항상 있는 것.

6.
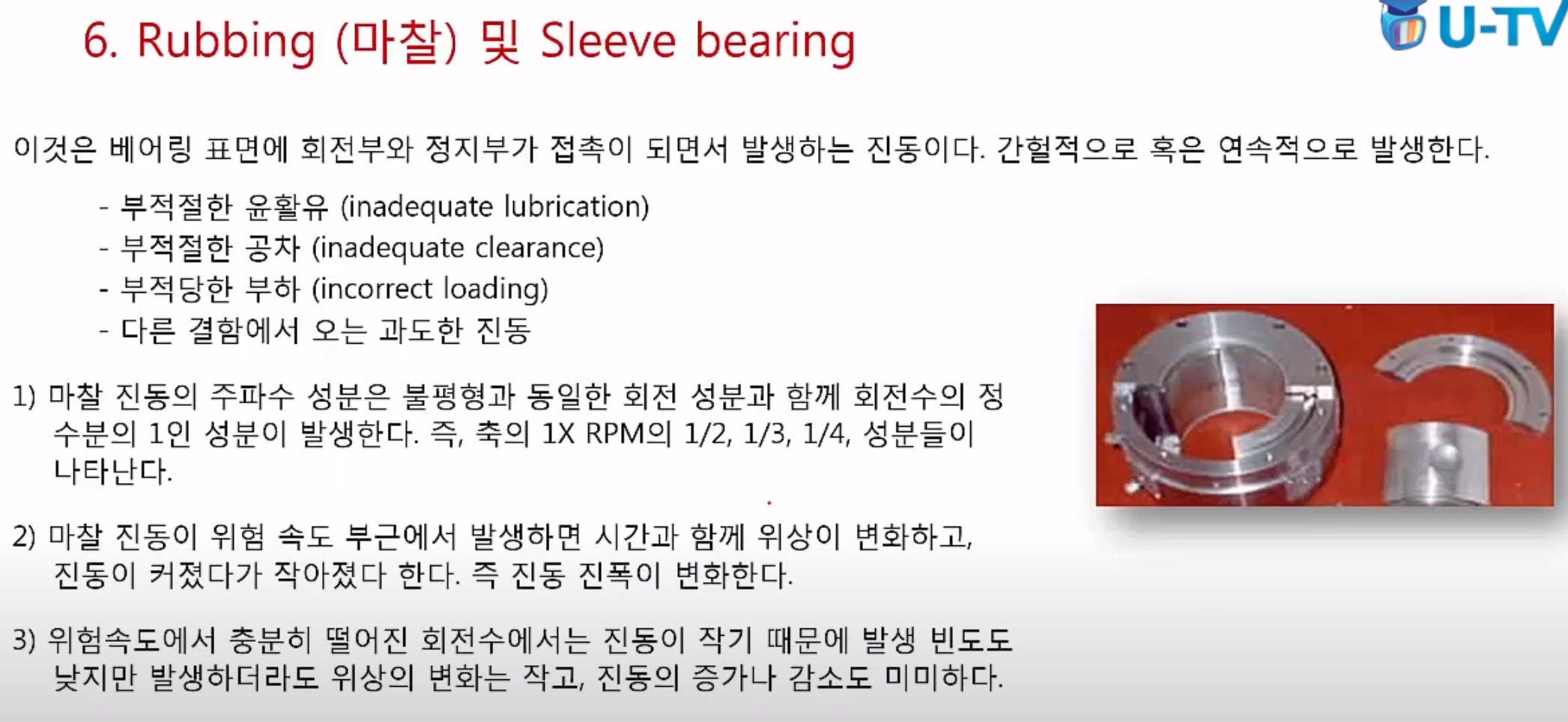

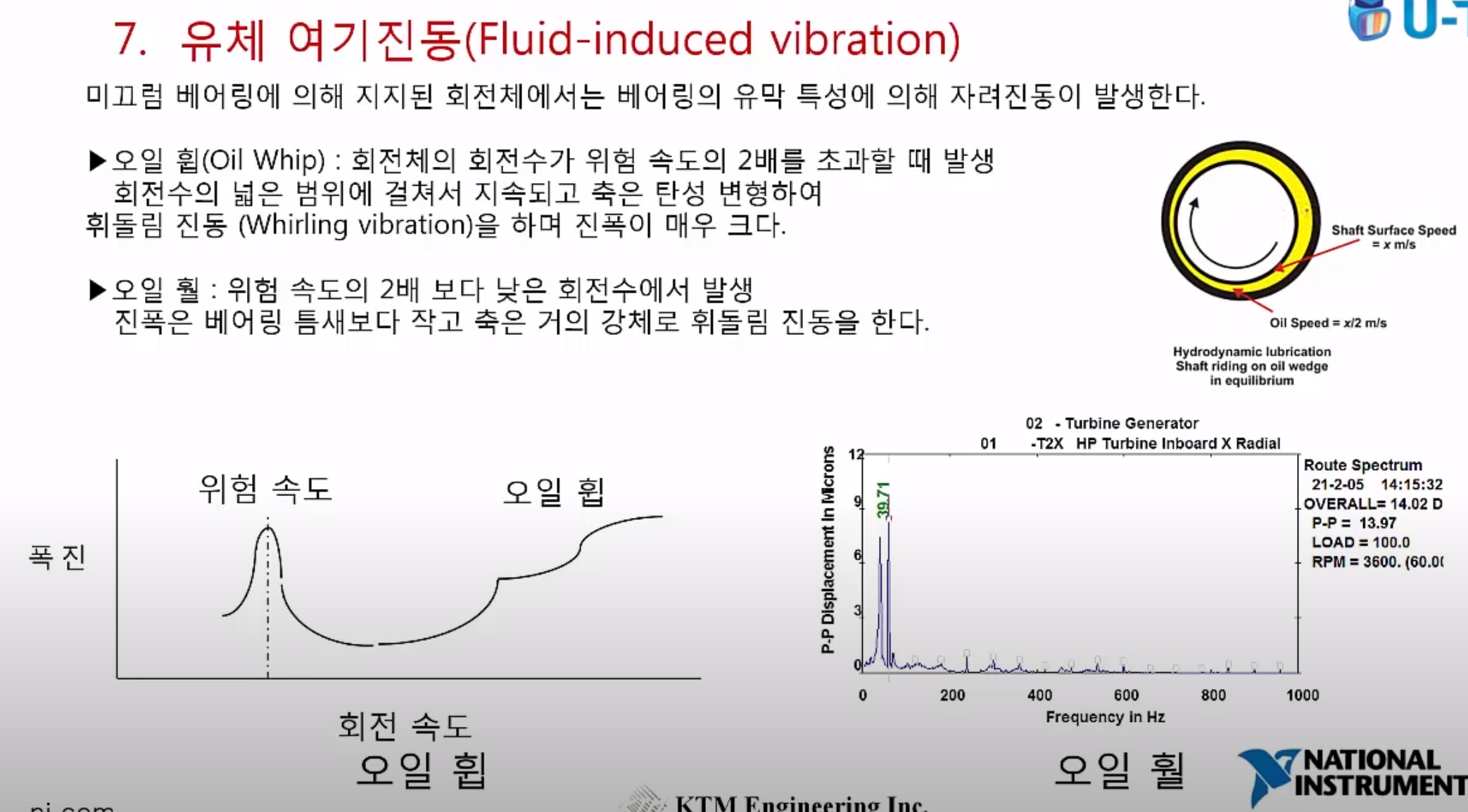
7. 유막 있을 때. slip은 액체가 채워져 있고 돌면서 따라 돈다. 축보다 빨리 돌진 않으므로 낮은 주파수대에서 확인된다.
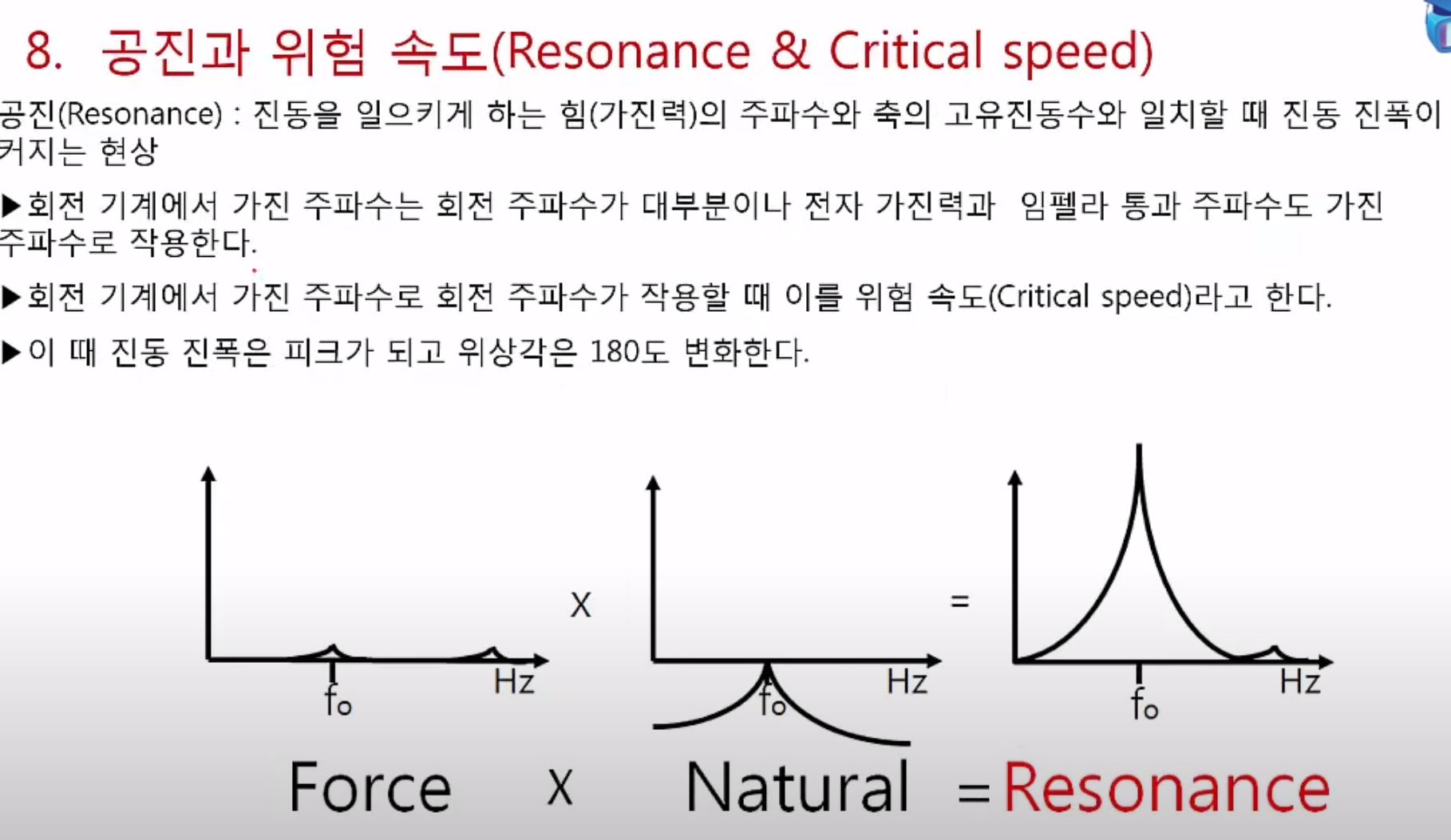
8. 가중 주파수(force)가 움직이면 밑에 숨어있던 고유주파수(Natural)를 건드려서 그 부분만 진동이 크게 생긴다. 이런 것은 설계상에서 감안해야 될 부분. 실제로는 현장에서도 어느 정도 튜닝이 필요하다.
설비진단
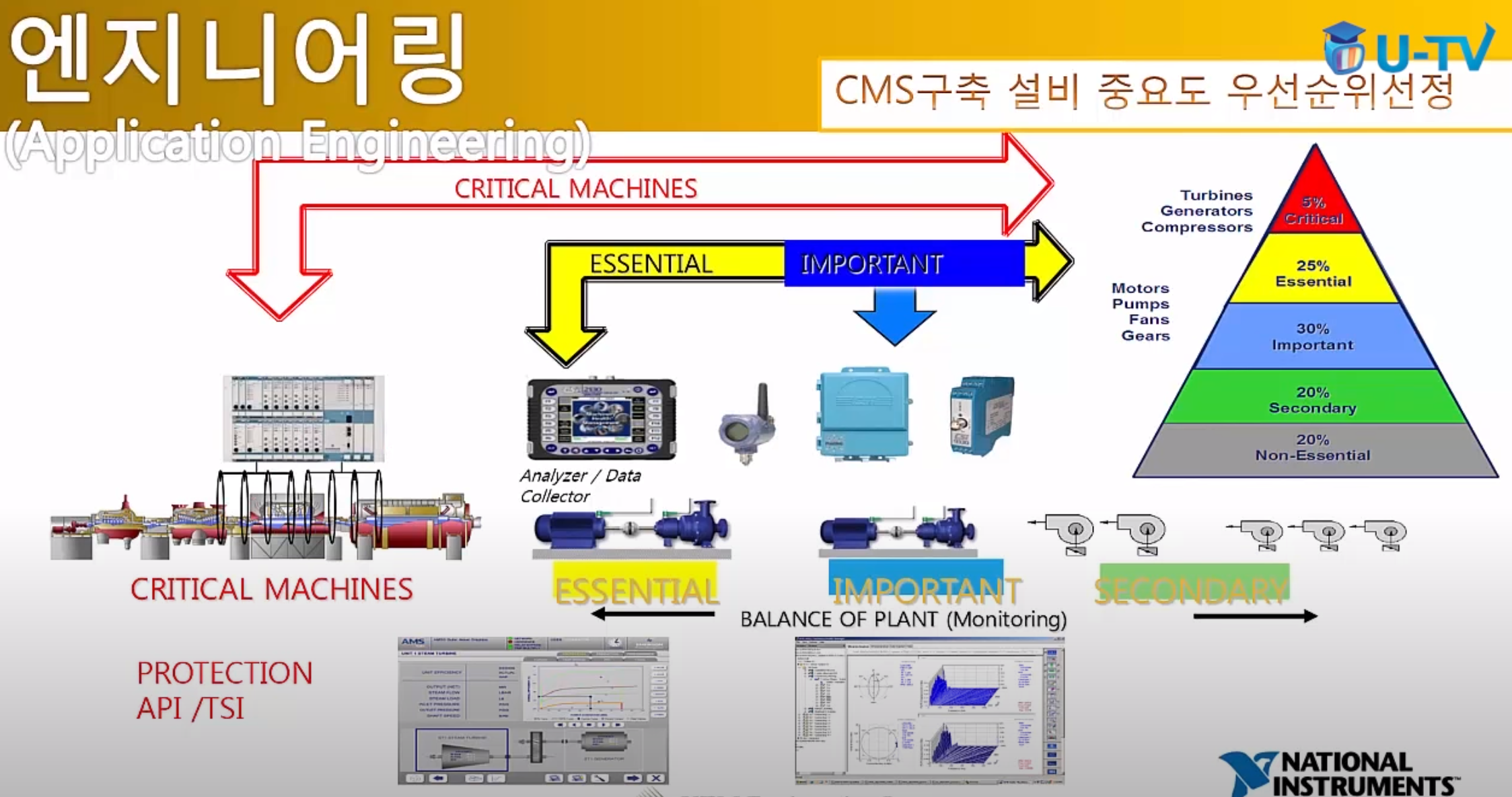
아래 그림이 일반적인 온라인 모니터링의 형태. 아래 그림은 터빈 모형. 이러한 터빈이 여러 개 있음. 다양한 축으로 구성되어 있기 때문에 각 축에 대해 센서를 달아서 데이터를 취득함. 오른쪽이 기계 본체. 과거에는 진동이 높으면 기기를 세우는 Protection 개념을 사용했지만, 이제는 어디가 언제 어떻게 고장 날지 Predict 하는 개념을 사용한다.

하지만 모든 곳을 모니터링할 수는 없다.(센서 부족) 따라서 설비 중요도에 따라 maintanecnce를 위한 자원을 배분하는 과정이 필요하다.

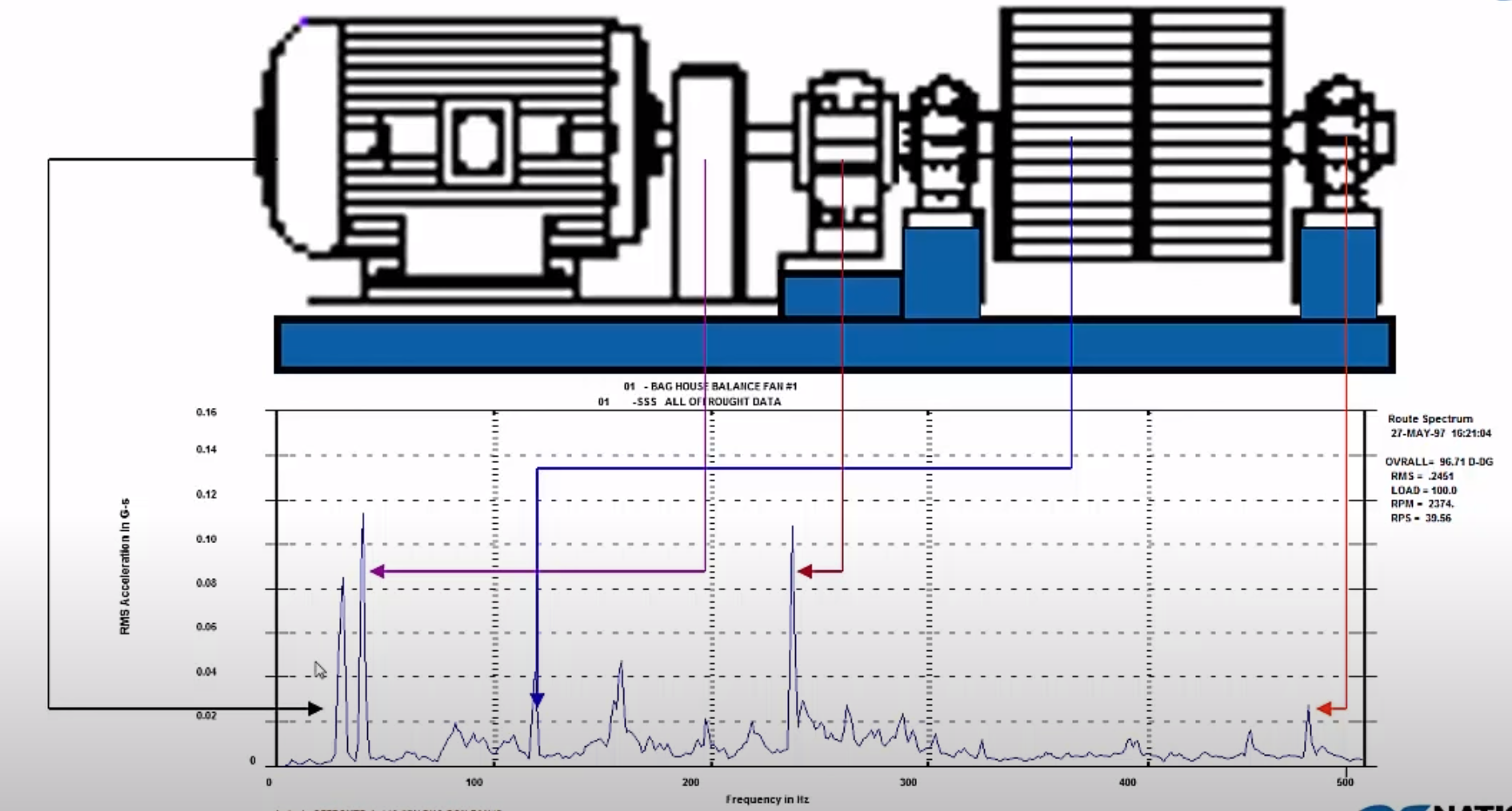
진동이 높은 부분을 따로 확인할 수 있음.
속도가 변하는 경우

KTX 시속에 따른 발생 주파수를 표로 정리한 케이스. 그러면 어떤 속도이든 오른쪽의 파라미터를 계산 가능함.

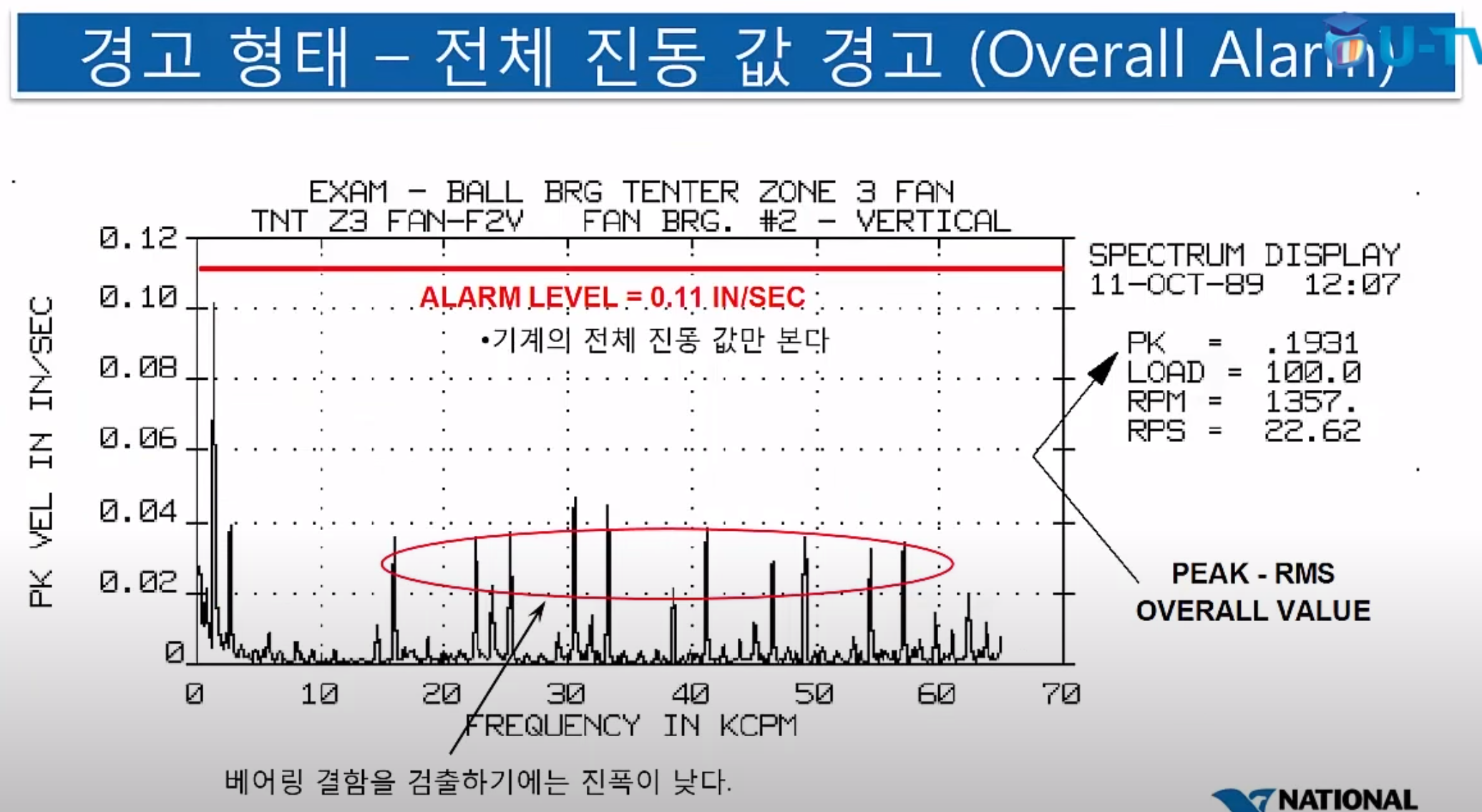
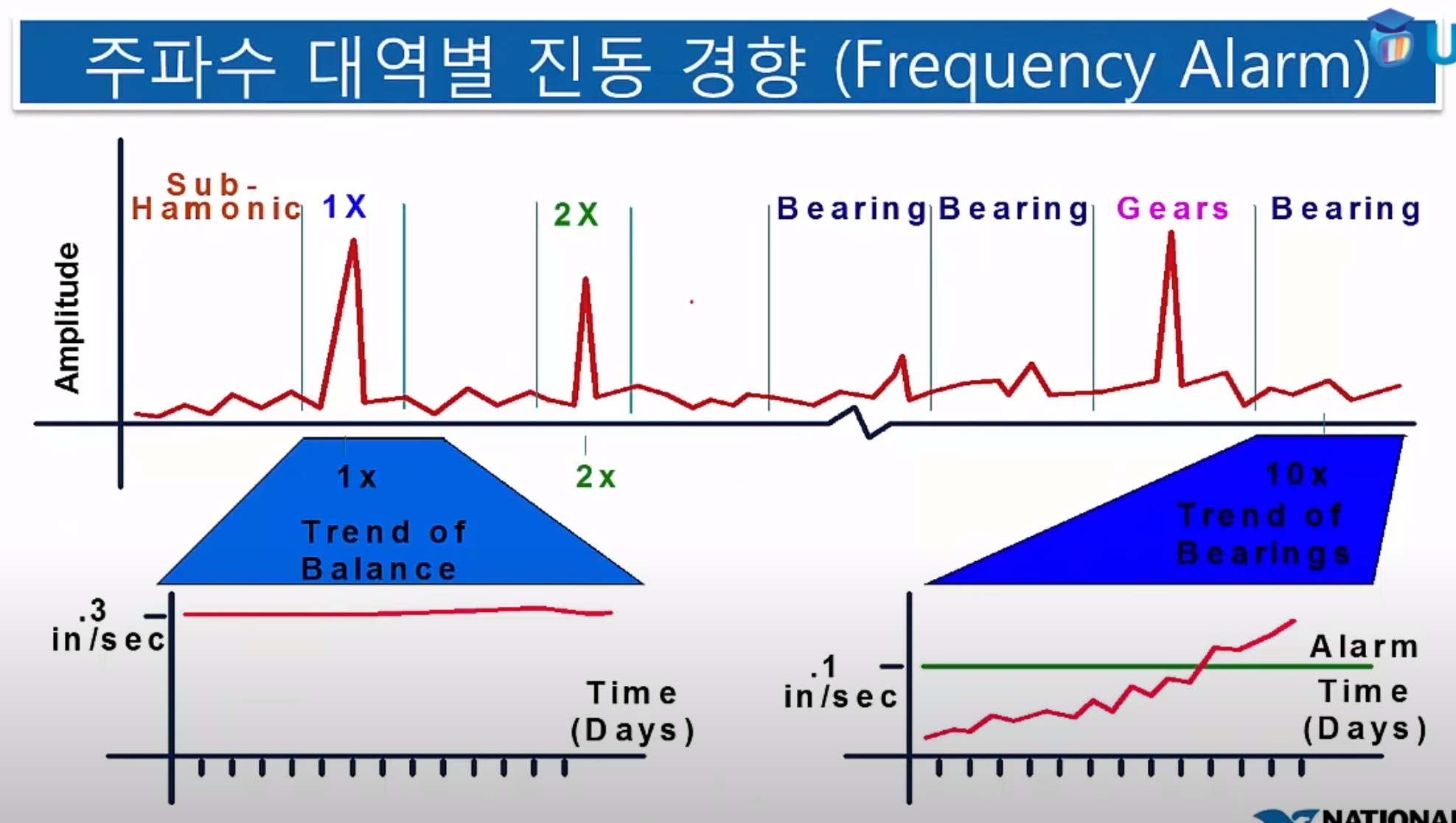
아래에 있는 그래프의 진동 값을 모두 합한 것이 진동 Overall value이다. Overall value가 상한선을 넘으면 알람이 울리도록 설계되어 있다.
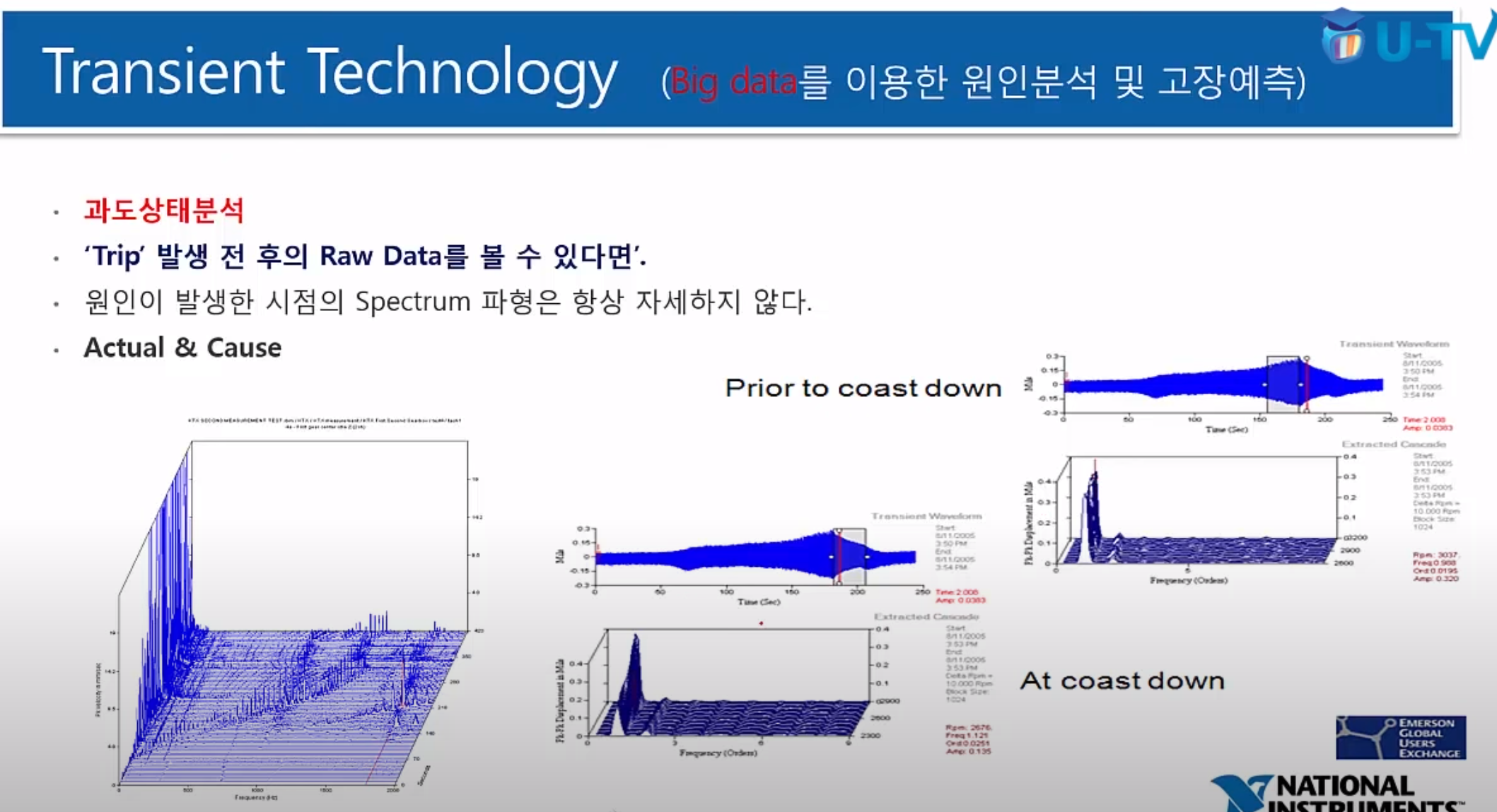
주파수 대역별로 진동 경향이 있음. 이런 것들을 따로 모니터링하면 아래 2번째 그래프 우측처럼 오르내리는 부분을 확인할 수 있다. 이렇게 분석해서 상태가 나쁠 때 해당 파라미터를 확인하면 이후 정확한 고장 시점을 예측할 수 있다.

Ref. Youtube 'utvplus - 회전기계의 진동 측정을 통해 병든 기계를 진단하세요!' 영상을 요약한 내용입니다.
www.youtube.com/watch?v=8EYGzjXmYdA&t=1148s
'진동분석' 카테고리의 다른 글
| 진동데이터 취득 과정 뽀개기_1. MCM 파해치기 ② (0) | 2021.03.30 |
|---|---|
| 진동데이터 취득 과정 뽀개기_1. MCM 파해치기 ① (0) | 2021.02.25 |